




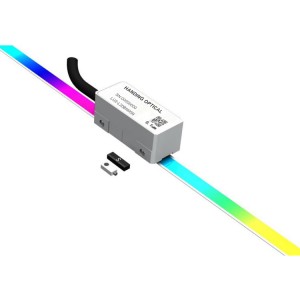
HD20 హై-ప్రెసిషన్ ఆప్టికల్ లీనియర్ ఎన్కోడర్లు
1. ఉత్పత్తి ముగిసిందిview
స్టీల్ బెల్ట్ గ్రేటింగ్ అనేదిఖచ్చితత్వ కొలత సాధనంవివిధ పరిశ్రమలలో లీనియర్ మరియు యాంగ్యులర్ పొజిషనింగ్ అప్లికేషన్ల కోసం రూపొందించబడింది. ఇది అధిక ఖచ్చితత్వం మరియు దీర్ఘకాలిక విశ్వసనీయత కోసం అధునాతన ఆప్టికల్ టెక్నాలజీతో బలమైన నిర్మాణాన్ని మిళితం చేస్తుంది.
2. ముఖ్య లక్షణాలు
అద్భుతమైన పునరావృత సామర్థ్యంతో అధిక కొలత ఖచ్చితత్వం.
కఠినమైన పారిశ్రామిక వాతావరణాలకు మన్నికైనది మరియు నిరోధకతను కలిగి ఉంటుంది.
ఆటోమేషన్ మరియు నియంత్రణ వ్యవస్థలతో ఏకీకరణకు మద్దతు ఇస్తుంది.
ఖర్చు-సమర్థత కోసం తక్కువ నిర్వహణ డిజైన్
3. సాంకేతిక లక్షణాలు
మెటీరియల్:అధిక బలం కలిగిన స్టెయిన్లెస్ స్టీల్.
ఖచ్చితత్వ గ్రేడ్:±3 µm/m లేదా ±5 µm/m (మోడల్ ఆధారంగా).
గరిష్ట పొడవు:50 మీటర్ల వరకు (అవసరాలను బట్టి అనుకూలీకరించవచ్చు).
వెడల్పు:10 మిమీ నుండి 20 మిమీ (నిర్దిష్ట నమూనాలు మారవచ్చు).
స్పష్టత:అనుకూలంగా ఉంటుందిఅధిక-ఖచ్చితత్వ ఆప్టికల్ సెన్సార్లు(సిస్టమ్ కాన్ఫిగరేషన్పై ఆధారపడి 0.01 µm వరకు).
ఆపరేటింగ్ ఉష్ణోగ్రత పరిధి:-10°C నుండి 50°C.
నిల్వ ఉష్ణోగ్రత పరిధి:-20°C నుండి 70°C.
ఉష్ణ విస్తరణ గుణకం:10.5 × 10⁻⁶ /°C.
గడియారం ఫ్రీక్వెన్సీ:20 మెగాహెర్ట్జ్
4. డైమెన్షన్ డ్రాయింగ్
స్టీల్ బెల్ట్ గ్రేటింగ్ యొక్క కొలతలు సాంకేతిక డ్రాయింగ్లో వివరించబడ్డాయి, ఇది ఈ క్రింది వాటిని పేర్కొంటుంది:
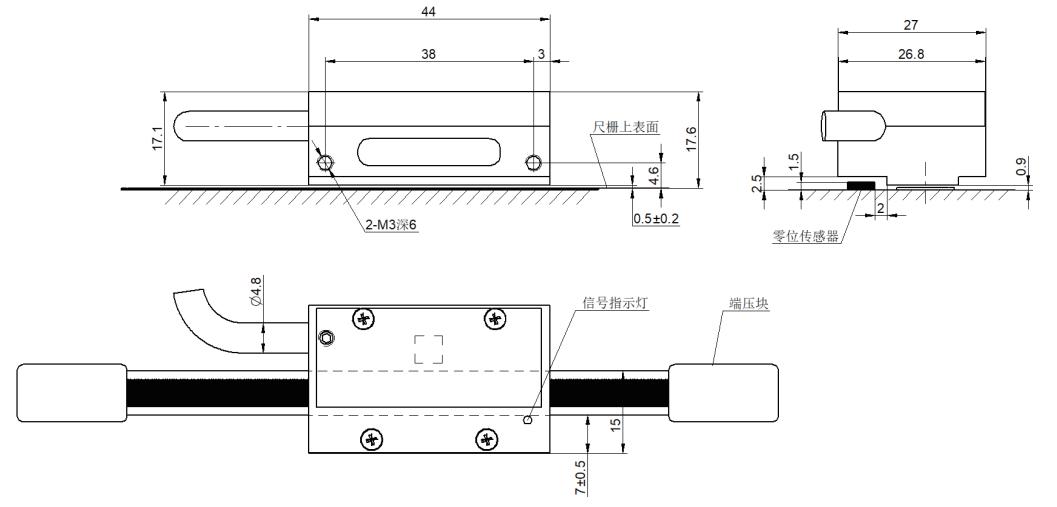
గ్రేటింగ్ బాడీ:మోడల్ ఆధారంగా పొడవు మారుతుంది (50 మీటర్ల వరకు); వెడల్పు 10 మిమీ మరియు 20 మిమీ మధ్య ఉంటుంది.
మౌంటు హోల్ స్థానాలు:సురక్షితమైన మరియు స్థిరమైన సంస్థాపన కోసం ఖచ్చితంగా సమలేఖనం చేయబడింది.
మందం:మోడల్ ఆధారంగా సాధారణంగా 0.2 మిమీ నుండి 0.3 మిమీ వరకు ఉంటుంది.
5. D-SUB కనెక్టర్ వివరాలు
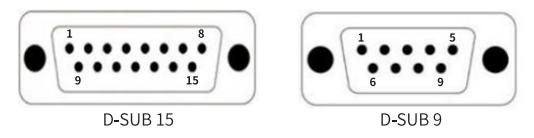
పిన్ కాన్ఫిగరేషన్:
పిన్ 1: విద్యుత్ సరఫరా (+5V)
పిన్ 2: గ్రౌండ్ (GND)
పిన్ 3: సిగ్నల్ ఎ
పిన్ 4: సిగ్నల్ బి
పిన్ 5: ఇండెక్స్ పల్స్ (Z సిగ్నల్)
పిన్ 6–9: కస్టమ్ కాన్ఫిగరేషన్ల కోసం రిజర్వు చేయబడింది.
కనెక్టర్ రకం:9-పిన్ D-SUB, సిస్టమ్ డిజైన్ను బట్టి మగ లేదా ఆడ.
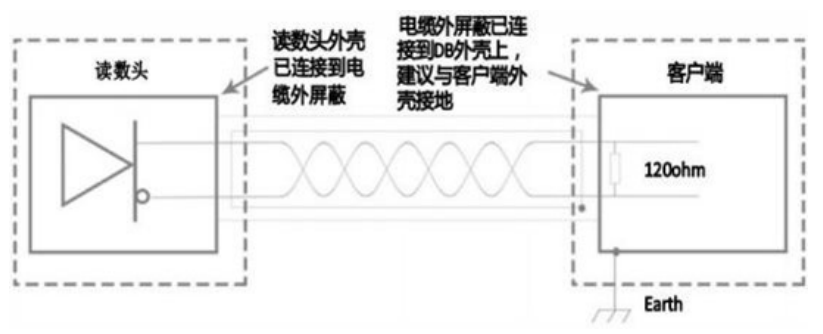
6. ఎలక్ట్రికల్ వైరింగ్ రేఖాచిత్రం
ఎలక్ట్రికల్ వైరింగ్ రేఖాచిత్రం స్టీల్ బెల్ట్ గ్రేటింగ్ మరియు సిస్టమ్ కంట్రోలర్ మధ్య కనెక్షన్లను వివరిస్తుంది:
విద్యుత్ సరఫరా:+5V మరియు GND లైన్లను నియంత్రిత విద్యుత్ వనరుకు కనెక్ట్ చేయండి.
సిగ్నల్ లైన్లు:సిగ్నల్ A, సిగ్నల్ B, మరియు ఇండెక్స్ పల్స్లను కంట్రోల్ యూనిట్లోని సంబంధిత ఇన్పుట్లకు కనెక్ట్ చేయాలి.
షీల్డింగ్:విద్యుదయస్కాంత జోక్యాన్ని నివారించడానికి కేబుల్ షీల్డ్ యొక్క సరైన గ్రౌండింగ్ను నిర్ధారించుకోండి.
7. ఇన్స్టాలేషన్ మార్గదర్శకాలు
*ఇన్స్టాలేషన్ ఉపరితలం శుభ్రంగా, చదునుగా మరియు శిధిలాలు లేకుండా ఉండేలా చూసుకోండి.
*ఖచ్చితమైన స్థానం కోసం సిఫార్సు చేయబడిన మౌంటు బ్రాకెట్లు మరియు అమరిక సాధనాలను ఉపయోగించండి.
*గ్రేటింగ్ను కొలత అక్షంతో సమలేఖనం చేయండి, ఎటువంటి మలుపులు లేదా వంపులు లేకుండా చూసుకోండి.
*ఇన్స్టాలేషన్ సమయంలో నూనె లేదా నీరు వంటి కలుషితాలకు గురికాకుండా ఉండండి.
8. ఆపరేషన్ సూచనలు
*ఉపయోగించే ముందు సరైన అమరిక మరియు అమరికను నిర్ధారించండి.
* పనిచేసేటప్పుడు గ్రేటింగ్పై అధిక బలాన్ని ప్రయోగించకుండా ఉండండి.
*రీడింగ్లలో ఏదైనా విచలనం కోసం పర్యవేక్షించండి మరియు అవసరమైన విధంగా తిరిగి క్రమాంకనం చేయండి.
9. నిర్వహణ మరియు ట్రబుల్షూటింగ్
నిర్వహణ:
*గ్రేటింగ్ ఉపరితలాన్ని మృదువైన, మెత్తటి రహిత వస్త్రం మరియు ఆల్కహాల్ ఆధారిత క్లీనర్ ఉపయోగించి శుభ్రం చేయండి.
*భౌతిక నష్టం లేదా తప్పుగా అమర్చబడిందా అని క్రమానుగతంగా తనిఖీ చేయండి.
*వదులుగా ఉన్న స్క్రూలను బిగించండి లేదా అరిగిపోయిన భాగాలను భర్తీ చేయండి.
సమస్య పరిష్కరించు:
*అస్థిరమైన కొలతల కోసం, అమరికను తనిఖీ చేసి, తిరిగి క్రమాంకనం చేయండి.
*ఆప్టికల్ సెన్సార్లు అడ్డంకులు లేదా కాలుష్యం లేకుండా ఉన్నాయని నిర్ధారించుకోండి.
*సమస్యలు కొనసాగితే సాంకేతిక మద్దతును సంప్రదించండి.
10. అప్లికేషన్లు
స్టీల్ బెల్ట్ గ్రేటింగ్ సాధారణంగా ఈ క్రింది వాటిలో ఉపయోగించబడుతుంది:
*CNC మ్యాచింగ్ మరియు ఆటోమేషన్.
*రోబోటిక్ పొజిషనింగ్ సిస్టమ్స్.
*ప్రెసిషన్ మెట్రాలజీ పరికరాలు.
* పారిశ్రామిక తయారీ ప్రక్రియలు.




-

ఫోన్
-

ఇ-మెయిల్
-

వాట్సాప్
వాట్సాప్

-

వీచాట్

-

టాప్




